アルマイト処理後も溶接ビードが目立たない独自の溶接方法とは?3種類のアルミ溶接方法を比較して紹介!
今回は、板厚1.0mmのアルミ溶接で、溶接後にアルマイト処理をした場合の、溶接方法による外観の違いをご紹介します!
アルミは鉄やステンレスに比べ溶接が難しい材料で、板厚1.0mmの薄板では特に困難。
通常のアルミ溶接だとアルマイト処理を施しても、どうしても溶接箇所が目立ってしまいます。
そこで当社では、製品に求められる要件に合わせて最適な方法を選択した溶接が可能!
今回はその一例として、立方体の箱形状の溶接品で溶接方法による
アルマイト処理後の外観の違いを比較してご紹介します!
今回、比較する溶接方法は以下の3種類。
・【通常】外側(外観部)から溶接
・【当社独自】内側から溶接
・【当社独自】外側から内側の端面のみ溶接
溶接機は全てファイバーレーザー溶接機を使用します。
ぜひご参考ください!
【通常】外側(外観部)から溶接
まずは最も一般的な溶接方法である、外側(外観部)から接合部を全て溶かして溶接した場合です。

接合部は溶接ビードで埋められ、角が滑らかな外観になっているのが特徴です。
また溶接面積が広いため強度が高く、接合部に負荷のかかる製品におすすめの溶接方法です。
溶接後に黒アルマイト処理をしたものがこちら。
溶接箇所の面積が広いため、アルマイト処理後も溶接ビードの部分がはっきりと目立ちます。
アルマイト処理後の溶接ビードが外観を損ねる場合は、以降で紹介する溶接方法の方が適しているかもしれません。
まとめると通常の外側(外観部)から溶接の場合、溶接面積が広いため強度は高いがその分アルマイト処理後に溶接ビードが目立ってしまいます。
【当社独自】内側から溶接
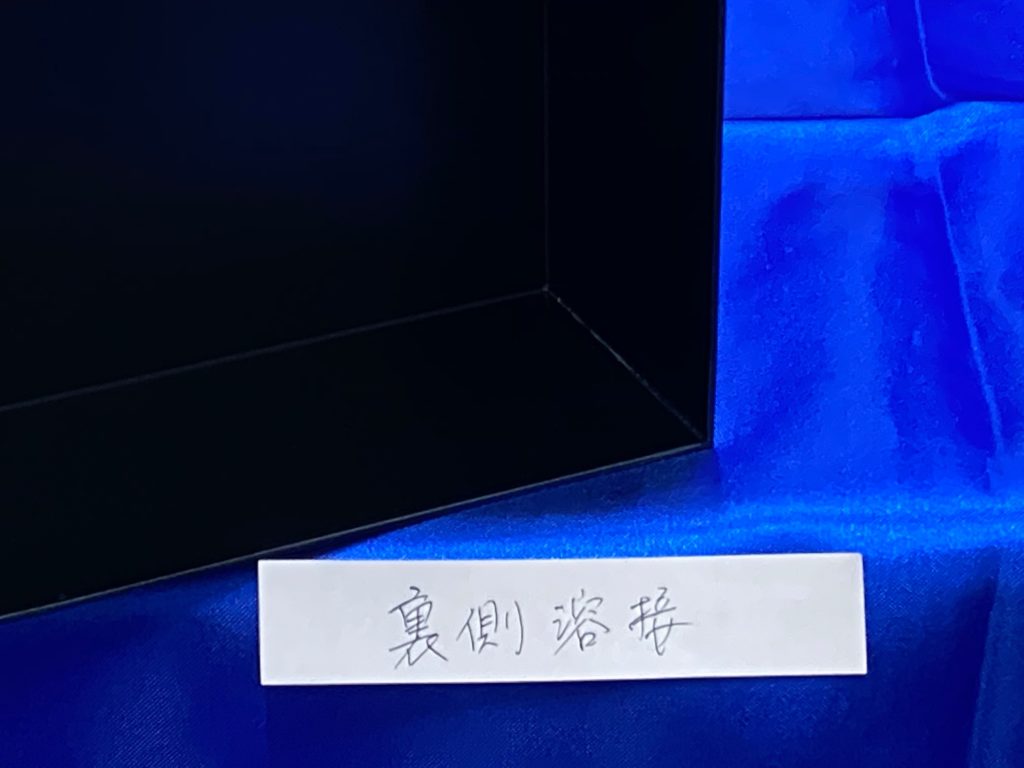
次は当社独自の方法である、内側から溶接した場合です。
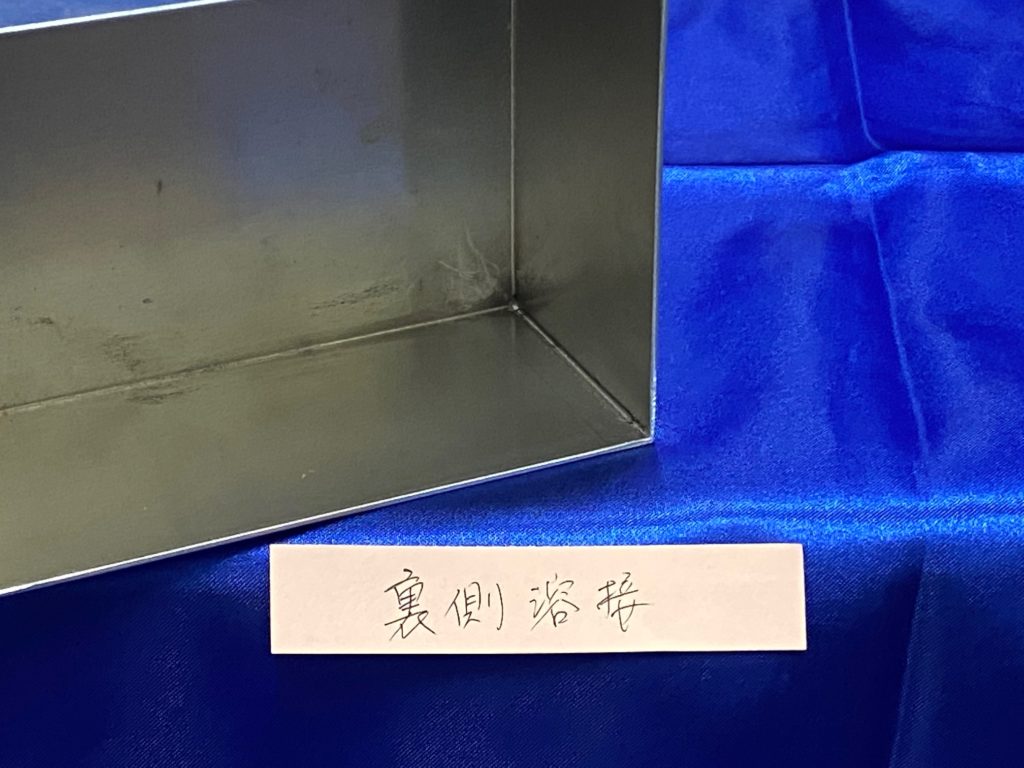
片方の端面をもう片方の平面に合わせて溶接しているため、外観に端面がはっきりと現れているのがわかります。
端面が現れているため、外側から溶接した場合にくらべると、接合部が角張った外観になるのが特徴です。
また溶接ビードが外観に現れないため、余分な凹凸などが発生しません。
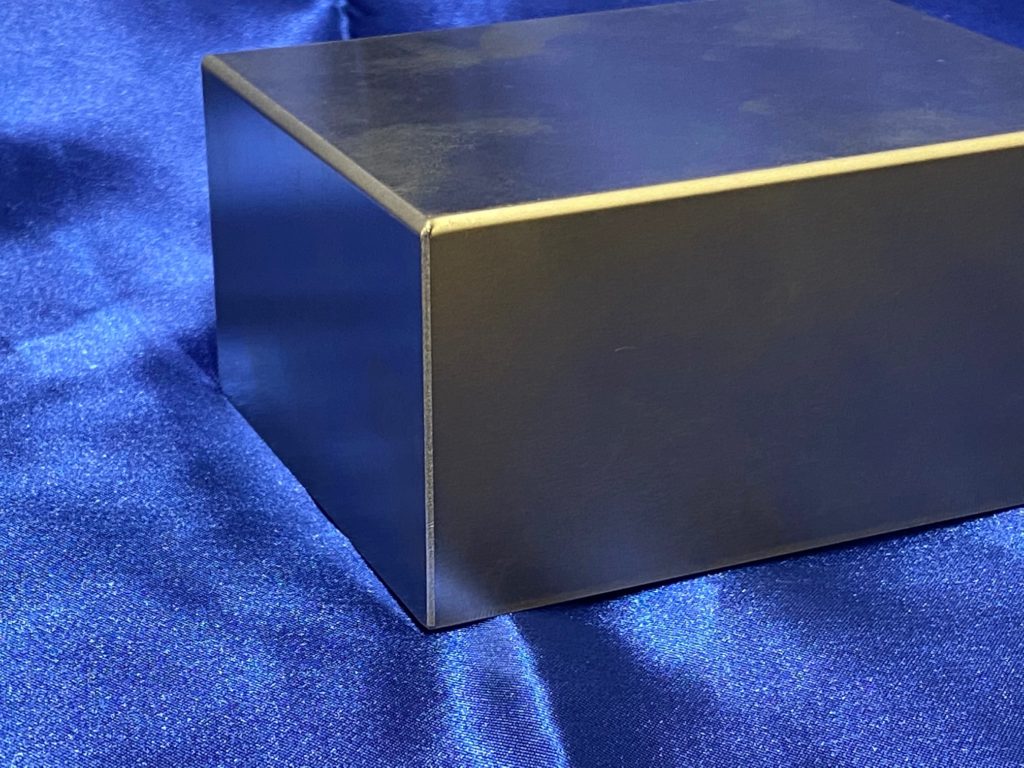
溶接後に黒アルマイト処理をしたものがこちら。
外側から接合部を全て溶接した場合に比べると、接合部が目立ちにくくなっています。
但し裏側に溶接ビードが現れると問題のある製品は、次に紹介する当社独自の外側から内側の端面のみ溶接する方法が良いかもしれません。
まとめると当社独自の内側からの溶接では、内側に溶接ビードが現れてしまいますが、外観はアルマイト処理後も溶接箇所が目立ちにくくなります。
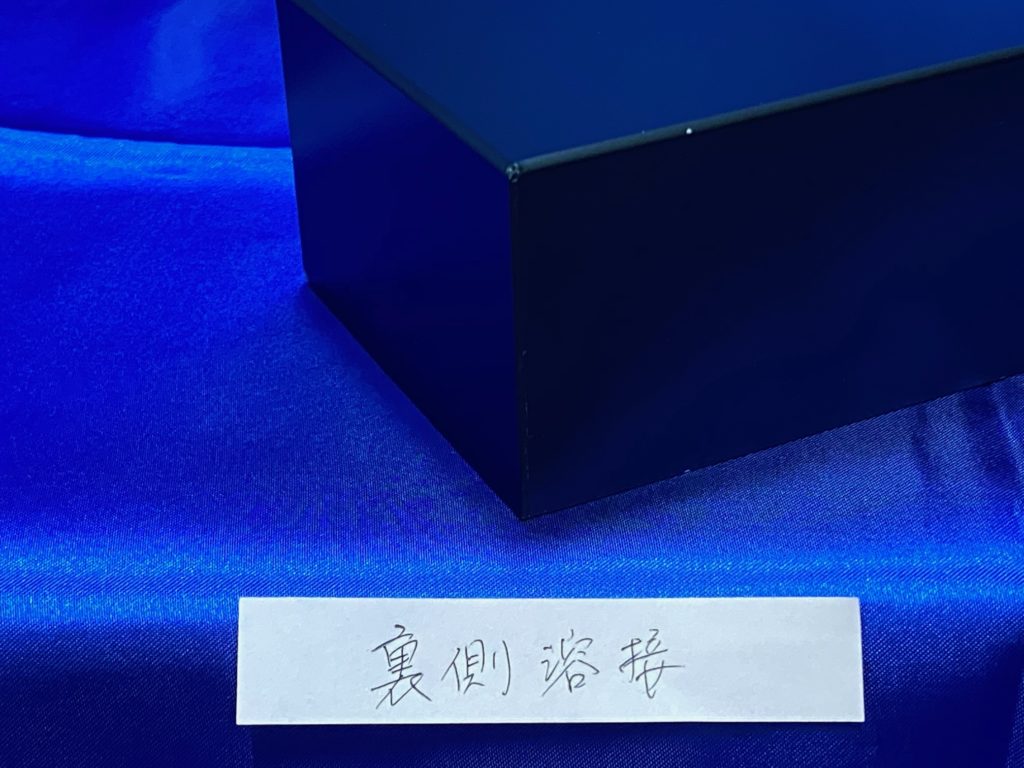
【当社独自】外側から内側の端面のみ溶接
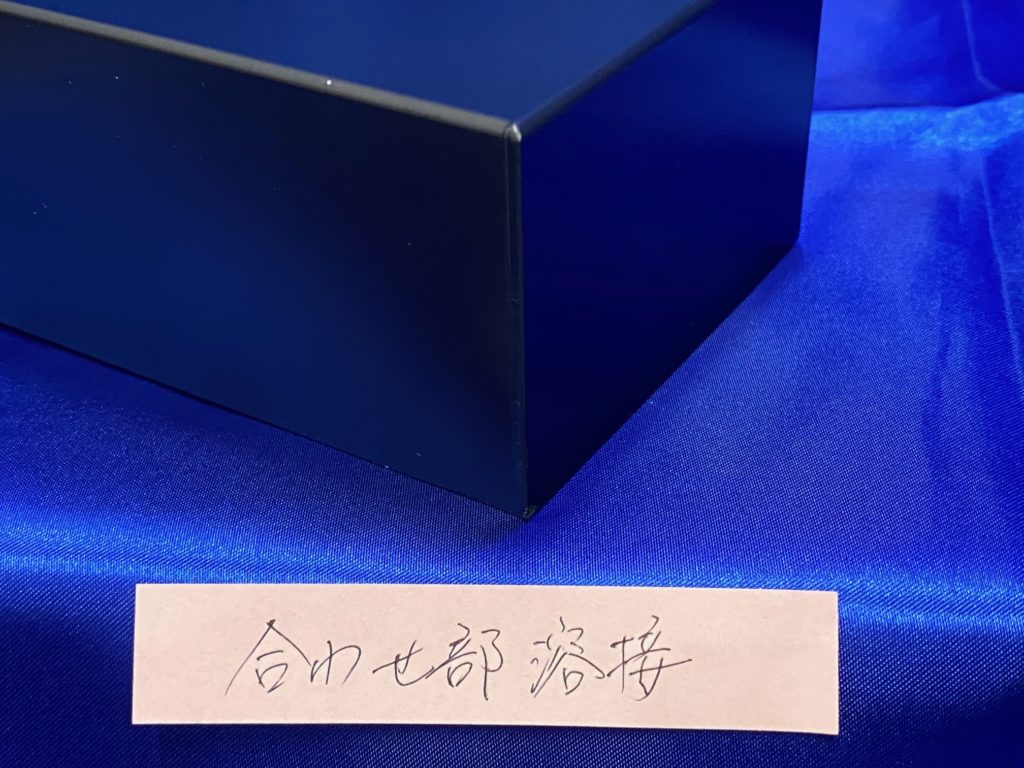
次は、当社独自の方法である外側から内側の端面のみを溶接した場合です。
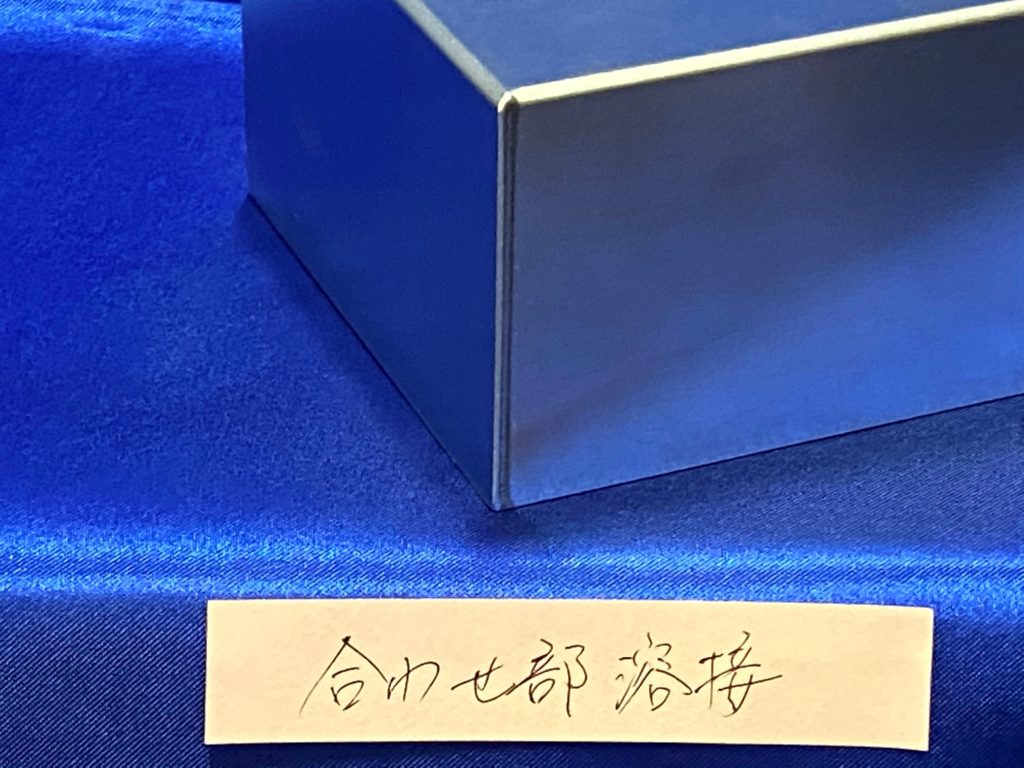
外側から接合部を全て溶け合わせた場合に比べ、溶接ビードがほとんどなく、両側の端面がはっきりと現れています。
そのため接合部が内側に凹むような外観が特徴です。
但し溶接面積が小さいため比較的強度が弱く、接合部に負荷がかかる製品の場合は他の溶接方法が推薦されます。
溶接後に黒アルマイト処理をしたものがこちら。
こちらも内側から溶接した場合と同様に、接合部が目立ちにくくなっています。
また内側に溶接ビードも現れないため、内側の形状も重視する製品でも採用できます。
まとめると当社独自の方法である外側から内側の端面のみの溶接は、
少し強度が弱くなる代わりにアルマイト処理後も溶接ビードが外観を損ねず、さらに内側の形状も損ねない方法です。
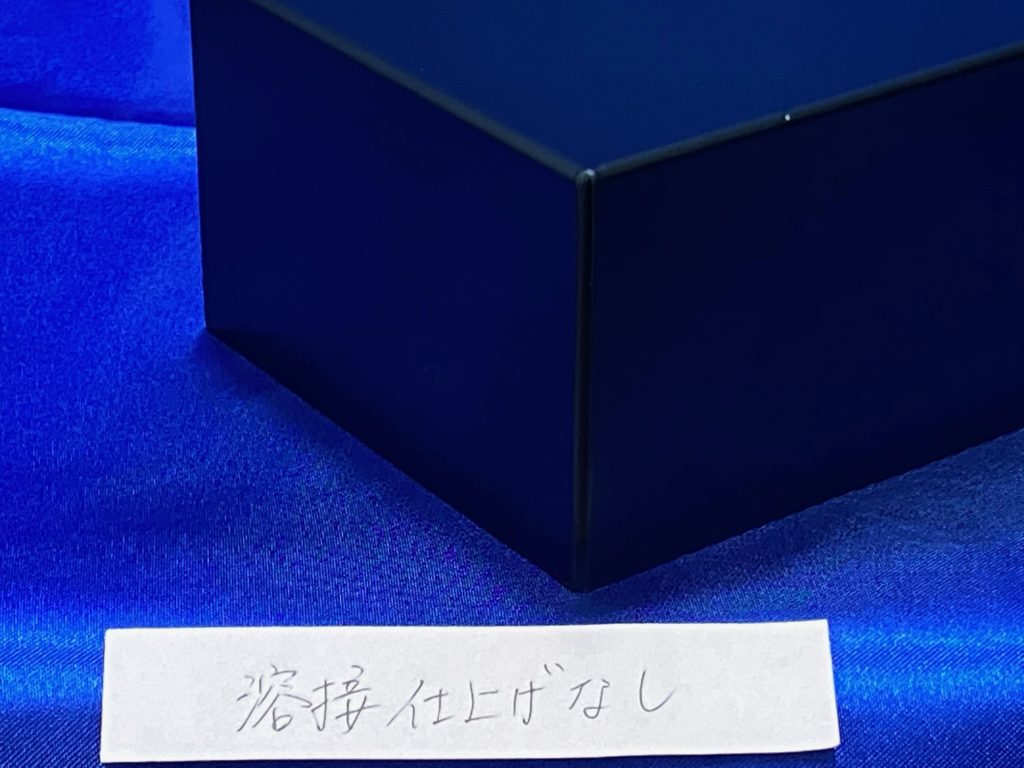
【おまけ】曲げ合わせのみ(溶接なし)
最後はおまけとして、溶接をせず曲げ合わせのみの場合です。
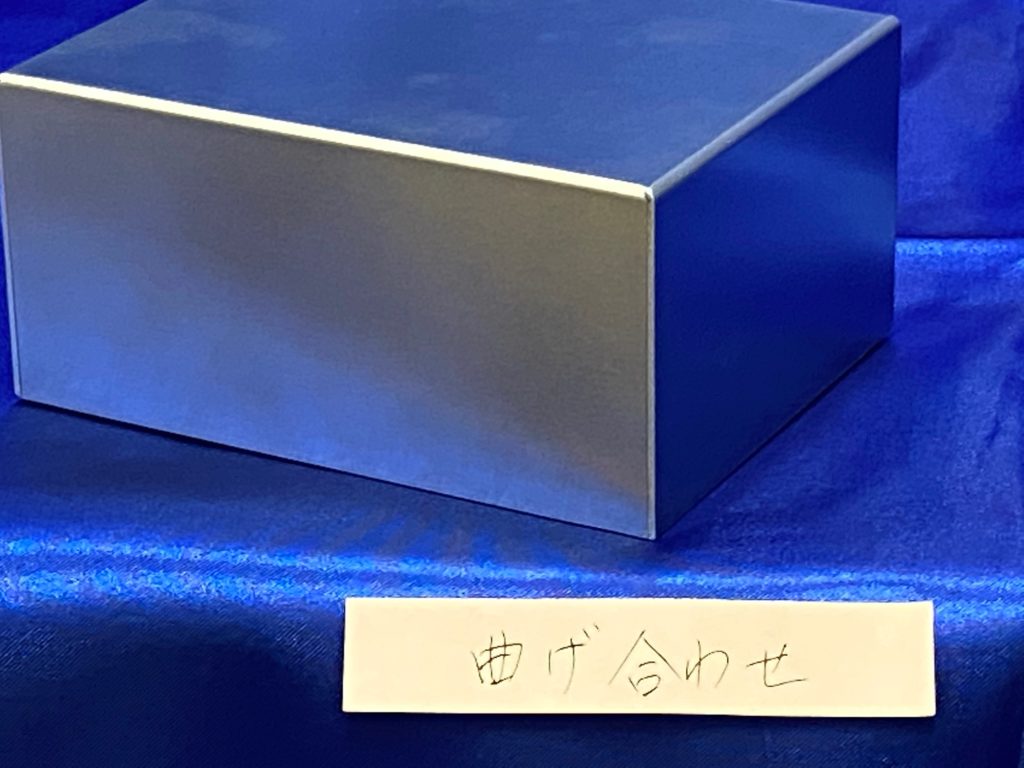
一見すると、内側から溶接した場合と外観にあまり差がありません。
しかし溶接はしていないため厳密に見ると、合わせ部には隙間が開いています。
溶接後に黒アルマイト処理をしたものがこちら。

今回溶接品のような形状を作る際には、「溶接で固定しなければいけない」と考えがちですが、形状が必要なだけの場合は、溶接せずに曲げ合わせのみでも要件を満たせる可能性がございます。
溶接加工は板金加工の中でも、技術が必要な高価な加工のため工数を減らすことで、大幅なコストダウンに繋がります。
ぜひ溶接部品のコストを抑えたい場合は、溶接箇所を最低限に抑えることを念頭に踏まえて設計をしましょう。
まとめ
今回は板厚1.0mmのアルミ溶接において、立方体の箱形状の溶接品で溶接方法による
「溶接後の外観の違い」と「アルマイト処理後の外観の違い」の2つをご紹介しました。
結果をまとめると以下です。
・【通常】外側(外観部)から溶接→強度は高い、しかしアルマイト処理後も溶接ビードが目立つ
・【当社独自】内側から溶接→アルマイト処理後も溶接ビードが目立たない、しかし裏側に溶接ビードが現れる
・【当社独自】外側から内側の端面のみ溶接→アルマイト処理後も溶接ビードが目立たず内側も綺麗、しかし強度が少し弱い
以上のように当社では、通常はアルマイト処理後でも溶接ビードが目立ってしまう製品でも
独自の溶接方法によって溶接ビードが目立たない美しい外観の溶接が可能です。
もしアルマイト処理後の外観にお悩みの溶接製品がございましたら、お気軽に当社までご相談頂ければ幸いです。
またアルミ溶接板金.comを運営するCREST PRECISIONでは、月3,800件の新規試作実績からくるノウハウで日々お客様にVE提案を行っております。
特に溶接は、設計方法の変更によって大きくコストダウンや納期短縮が可能な加工です。
精密板金加工で何かお困りのことがございましたら、お気軽に当社までご相談ください。
溶接技術
- アルミの溶接加工を行わない方がよい3つのパターン
- アルミ溶接に向いている種類は?アルミの種類による溶接の特性を解説します!
- アルミ板金にスポット溶接を採用する際のメリット・デメリット
- アルミ板金にリベットを採用する際のメリット・デメリット
- アルミ溶接のMIG溶接とは?~その特徴やメリット・デメリットをご紹介!~
- アルミ溶接に使用するTIG溶接は直流?交流?
- 溶接でどうしても歪むアルミ精密板金の対処法
- 厚みが違う板を溶接すれば、必ず歪みは発生! それを回避した設計上の「ある秘訣」とは?
- アルミに適した溶接方法とは?TIG溶接とファイバーレーザー溶接を徹底比較!
- アルミをファイバーレーザー溶接する時の注意点
カテゴリー一覧

アルミ溶接のことならお気軽にご相談ください